This is the State-of-the-art manufacturing process for high quality seamless pipes and tubes.
All the operational points of manufacturing involves through closely monitored and professionally executed, to meet the requirements of clients and various third party inspection agencies. The Raw Material steel round Bars Selected for HFS tubular products are ensured within the framework of our internal stringent HMTL TDC & Manufacturing Design package encompassing the specific requirement mentioned in P.O. confirming to the highest quality standard.
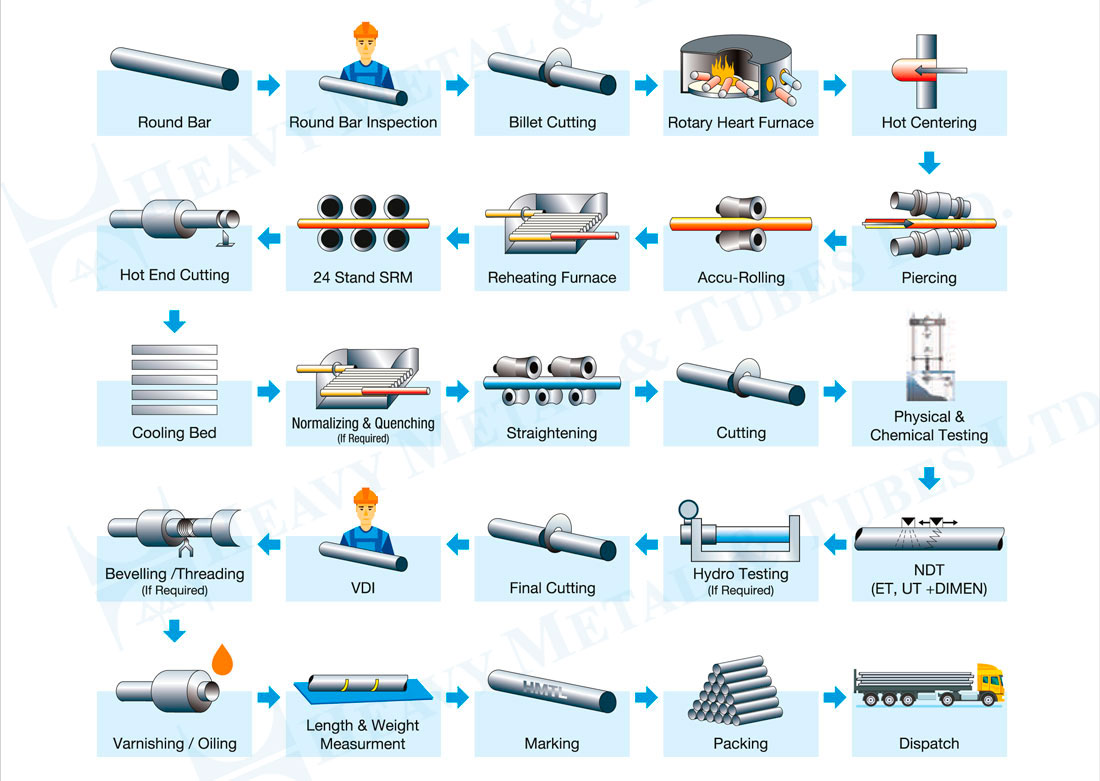
This process begins with heating of round bars steel between Temperature range 1150-1250 C in a rotary Hearth Furnace which passes through a Cross-roll piecring Mill where solid round bar steel is converted into cylindrical elongated hollow shells. These hollow shells are passed through Accu roll mill governed two guided disk monitored by power pack system where high precision mandrel inside the hollow moves along with pipe during rolling , Which passes through a Cross-roll piercing Mill where solid round bar steel is converted into cylindrical elongated hollow shells. These hollow shells are passed through Accu roll mill governed two guided disk monitored by power pack system where high precision mandrel inside the hollow moves along with pipe during rolling, which ensures of maintaining precision dimensional variation smooth inside surface finish of elongated shells. These hollow shells are re heated in WBF AT 900 to 950 prior to passing through 24 stand SRM (Stretch Reducing Mill) where Final Size, dimension and surface finish of HFS TUBULAR PRODUCT is achieved.
The process minimizes longitudinal & transverse defects in pipes & tube. It also ensures better control over wall thickness variation as compared to the other manufacturing process.